Nama Produk :
Jenis – Jenis Pengelasan
Deskripsi Singkat :
Deskripsi Produk:
Terdapat berbagai macam proses pengelasan yang hingga saat ini masih memiliki aplikasi masing – masing. Pengelompokan jenis proses las didasarkan pada sumber panas yang digunakan untuk mencairkan logam. Klasifikasi proses las tersebut kurang lebih seperti berikut:
Pengelasan Gas
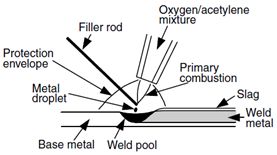
Pengelasan Gas adalah pengelasan dimana sumber panas berasal dari pembakaran gas. Beberapa proses las yang termasuk dalam pengelasan gas contohnya seperti OFW (Oxy-Fuel Welding) dimana gas yang digunakan adalah campuran oksigen dengan LPG (Liquid Petroleum Gas), dan OAW (Oxy-Acetylene Welding) dimana gas yang digunakan adalah campuran oksigen dengan asetilen atau yang lebih banyak dikenal dengan karbit.

Pengelasan gas merupakan pengelasan yang sangat tua, ditemukan pada awal tahun 1900an sebelum las busur listrik ditemukan. Namun hingga saat ini pengelasan gas terutama OAW masih banyak digunakan karena sifatnya yang praktis dan relatif lebih murah dari proses las yang lain walaupun kualitas sambungan yang dihasilkan cenderung kurang bagus. Selain digunakan untuk mengelas, aplikasi lain dari nyala api oksigen dengan asetilen adalah untuk pemotongan logam dan brazing.
Pengelasan Busur Listrik
Pengelasan Busur Listrik merupakan jenis las yang paling banyak dipakai di dunia industri karena pengelasan ini praktis, murah, efisien, dan memiliki produktivitas tinggi dengan hasil sambungan yang cukup berkualitas. Pengelasan busur listrik mendapatkan panas dari busur listrik yang tercipta antara ujung elektroda dengan logam induk. Busur listrik tersebut tercipta dari reaksi arus pendek akibat dari terjadinya kotak ujung elektroda dengan logam induk.

Reaksi tersebut menciptakan panas yang cukup untuk meng ionisasi udara disekitarnya, udara yang ter ionisasi mampu untuk menghantarkan elektron diantara kedua media tersebut. Sehingga nyala busur listrik yang konstan akan tercipta, menjadi sumber panas bagi pengelasan busur listrik. Contoh pengelasan busur listrik seperti SMAW (Shielded Metal Arc Welding), GMAW (Gas Metal Arc Welding), GTAW (Gas Tungsten Arc Welding), dll. Selanjutnya pengelasan busur listrik juga terbagi menjadi pengelasan elektroda terumpan dan tidak terumpan.
Pada pengelasan elektroda terumpan, elektroda yang digunakan untuk menciptakan busur listrik ikut mencair dan menjadi filler metal. Sedangkan pada elektroda tak terumpan, elektroda tersebut terbuat dari bahan yang memiliki titik lebur yang tinggi sehingga tidak ikut mencair menjadi filler metal.
Pengelasan Resistansi Listrik
Pengelasan Resistansi Listrik adalah proses pengelasan yang banyak di aplikasikan pada industri produksi massal. Pengelasan resistansi listrik memanfaatkan hambatan listrik (resistance) dari material untuk menciptakan arus pendek dan mencairkan logam yang sedang di las. Pada saat yang sama titik sambungan tersebut di tekan dan membentuk sambungan las saat membeku.
Contoh pengelasan resistansi listrik adalah spot welding dan seam welding. Pengelasan jenis ini sangat efisien dan menghasilkan sedikit polusi, oleh karena itu aplikasi dari pengelasan ini banyak ditemukan pada industri produksi massal. Selain itu, mesin yang digunakan untuk pengelasan resistansi listrik adalah mesin yang sangat kompleks dan tidak praktis dengan harga mesin nya yang cukup mahal. Akan tetapi, karena kemampuannya untuk menyambung logam dengan cepat dan terus menerus (kontinyu) maka dari itu pengelasan resistansi listrik masih cukup relevan dalam industri produksi massal.

Solid State Welding
Pengelasan Fase Padat (Solid State Welding) sedikit berbeda dengan proses pengelasan yang lain dimana fase cair logam merupakan kunci, tetapi pada pengelasan fase padat kebanyakan prosesnya tidak mengubah logam menjadi fase cair dahulu. Sehingga proses las ini memiliki nama lain yaitu Penyambungan Fase Padar (Solid State Bonding). Memiliki banyak kemiripan dengan pengelasan resistansi listrik, hanya saja pada proses ini pengelasan sepenuhnya menggunakan energi mekanik tanpa menggunakan energi listrik.

Waktu, tekanan, dan temperatur adalah variabel kunci dalam penyambungan logam dengan menggunakan pengelasan fase padat. Keunggulan dari proses pengelasan fase padat adalah tidak adanya daerah terpengaruh panas (HAZ) pada sekitar sambungan pengelasan seperti pada pengelasan busur listrik pada umumnya.
Hal ini membuat material yang di las memiliki sifat mekanik yang tidak banyak berubah akibat dari HAZ. Proses las yang termasuk pengelasan fase padat antara lain: Friction Stir Welding (FSW), Cold Welding (CW), Diffusion Welding (DFW), Explosion Welding (EXW), Forge Welding (FRW), Hot Pressure Welding (HPW), Roll Welding (ROW), Ultrasonic Welding (USW), dan lainnya.
Pengelasan Termokimia
Pengelasan Termokimia (Termochemical Welding) merupakan pengelasan yang menggunakan reaksi kimia sebagai sumber panas. Pengelasan seperti Oxy-Acetylene Welding dimana sumber panasnya adalah dari hasil pembakaran gas asetilen bertekanan juga dapat dikategorikan sebagai pengelasan termokimia.

Contoh pengelasan termokimia yang hingga saat ini masih banyak digunakan adalah pengelasan aluminothermic atau thermite welding. Panas las termit berasal dari bubuk aluminium dan oksida besi yang memiliki prinsip kerja seperti bubuk mesiu. Bubuk termit tersebut akan bereaksi ketika dibakar dan reaksi tersebut menghasilkan panas hingga mencapai 2.800 derajat C melelehkan logam di dalam sebuah wadah yang digunakan untuk menampung proses pencairan dan pembekuan logam tersebut.
Karena prosesnya yang sangat praktis dan alat – alat yang dibutuhkan mudah dibawa, pengelasan termokimia banyak digunakan pada daerah – daerah yang sulit dijangkau dan jauh dari sumber listrik seperti pada pengelasan untuk menyambung rel kereta api.
Klasifikasi Pengelasan:
1. Selain dari sumber panasnya terdapat beberapa klasifikasi lain. Seperti pada pengelasan busur listrik ada klasifikasi berdasarkan elektroda terumpan atau tidak terumpan.
2. Pengelasan Manual adalah dimana welder memiliki kendali penuh untuk mengumpankan elektroda dan logam pengisi serta mengarahkan elektroda tersebut sepanjang jalur pengelasan. contoh dari pengelasan manual adalah OAW, SMAW, dan GTAW.
3. Pengelasan Semi Otomatis dimana pengumpanan elektroda dan logam pengisi sepenuhnya dikendalikan oleh sebuah mesin yang telah diatur parameternya oleh welder. Tugas welder selain mengatur parameter pengumpanan juga mengarahkan elektroda sepanjang jalur pengelasan. Contoh pengelasan semi otomatis adalah GMAW dan FCAW.
4. Pengelasan Otomatis dan Mechanized dimana seluruh pekerjaan pengelasan dilakukan oleh sebuah mesin yang telah diatur parameter – parameternya. Sehingga tugas dari welding operator hanyalah mengawasi parameter yang digunakan serta jalannya proses pengelasan itu sendiri. Contoh pengelasan otomatis dan mechanized adalah SAW dan Seam Welding.
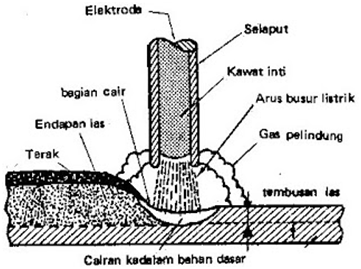
SMAW (Shield Metal Arch Welding)
SMAW (Shield Metal Arch Welding) adalah las busur nyala api listrik terlindung dengan mempergunakan busur nyala listrik sebagai sumber panas pencair logam. Jenis ini paling banyak dipakai dimana–mana untuk hampir semua keperluan pekerjaan pengelasaan. Tegangan yang dipakai hanya 23 sampai dengan 45 Volt AC atau DC, sedangkan untuk pencairan pengelasan dibutuhkan arus hingga 500 Ampere. Namun secara umum yang dipakai berkisar 80 – 200 Ampere. SMAW sering digunakan baik untuk memenuhi kebutuhan skala rumahan maupun proyek yang besar. Pengelasan SMAW menggunakan elektroda terbungkus yang ikut mencair dan sekaligus sebagai bahan pengisi. Elektroda sekaligus berfungsi sebagai kutu negatif dan benda kerja sebagai kutub positif. Panas berasal dari adanya busur listrik yang menyebabkan elektroda dan logam dasar melebur secara bersamaan.
Fluks elektroda (pembungkus elektroda) berfungsi untuk melindungi logam las agar tidak bereaksi dengan lingkungan/atmosfer. Elektroda dengan diameter kecil, maka arus yang digunakan juga lebih rendah. Eletroda jenis ini biasa digunakan untuk material carbon steel yang tipis pada semua posisi pengelasan. Jenis elektroda dengan diameter besar, maka yang digunakan juga arus tinggi. Elektroda jenis ini biasanya untuk pengelasan material carbon steel yang tebal pada posisi flat dan horisontal. Pengelasan SMAW digunakan hampir pada semua jenis material, sederhana, ringan dan biaya rendah. Contoh kode filler metal yang sering digunakan dalam AWS adalah E 7018.
SAW (Submerged Arch Welding)
SAW (Submerged Arch Welding) adalah las busur terbenam atau pengelasan dengan busur nyala api listrik. Untuk mencegah oksidasi cairan metal induk dan material tambahan, dipergunakan butiran–butiran fluks / slag sehingga busur nyala terpendam di dalam ukuran–ukuran fluks tersebut.
Busur listrik dan logam cair dilindungi oleh fluks cair dan lapisan partikel fluks yg berbentuk granular. Ujung elektroda yang dimakan secara kontinu, dibenamkan ke dalam fluks dan pada saat itu busur listrik tidak berfungsi. Proses pengoperasiannya dilakukan secara mekanik dan semi otomatis. Sistem mekanik dapat digunakan bila posisi pengelasan flat, sedangkan system semi otomatis digunakan apabila pekerjaan memerlukan kualitas las yang konsisten.
Proses pengelasan SAW banyak digunakan pada material yang berbentuk plat yang tebal. Upaya untuk mendapat kedalaman penetrasi sambungan, makan digunakan arus DCEP. Sambungan dapat di-backing dengan Cu, fluks, berbagai jenis isolasi ataupun baja. Proses pengelasan SAW dapat digunakan untuk baja karbon, baja paduan semua grade. Contoh filler metal dan fluksnya dalam AWS class adalah F7A6-EM12K.

ESW (Electro Slag Welding)
ESW (Electro Slag Welding) adalah pengelasan busur terhenti, pengelasan sejenis SAW namun bedanya pada jenis ESW busurnya nyala mencairkan fluks, busur terhenti dan proses pencairan fluk berjalan terus dam menjadi bahan pengantar arus listrik (konduktif). Sehingga elektroda terhubungkan dengan benda yang dilas melalui konduktor tersebut. Panas yang dihasilkan dari tahanan terhadap arus listrik melalui cairan fluk / slag cukup tinggi untuk mencairkan bahan tambahan las dan bahan induk yang dilas tempraturnya mencapai 3500° F atau setara dengan 1925° C
SW (Stud Welding)
ESW (Electro Slag Welding) adalah las baut pondasi, gunanya untuk menyambung bagian satu konstruksi baja dengan bagian yang terdapat di dalam beton (baut angker) atau “ Shear Connector “
ERW (Electric Resistant Welding)
ERW (Electric Resistant Welding) adalah las tahanan listrik yaitu dengan tahanan yang besar panas yang dihasilkan oleh aliran listrik menjadi semakin tinggi sehingga mencairkan logam yang akan dilas. Contohnya adalah pada pembuatan pipa ERW, pengelasan plat–plat dinding pesawat, atau pada pagar kawat
EBW (Electron Beam Welding)
EBW (Electron Beam Welding) adalah las dengan proses pemboman elektron, suatu pengelasan uang pencairannya disebabkan oleh panas yang dihasilkan dari suatu berkas loncatan elektron yang dimamapatkan dan diarahkan pada benda yang akan dilas. Pengelasan ini dilaksanakan di dalam ruang hampa, sehingga menghapus kemungkinan terjadinya oksidasi atau kontaminasi.
Elektron yang bergerak dengan kecepatan tinggi, energi kinetik dari elektron tersebut ditransformasikan menjadi energi panas untuk melelehkan filler atau weld metal.

GMAW (Gas Metal Arch Welding)
GMAW (Gas Metal Arch Welding) terdiri dari MAG (Metal Active Gas) dan MIG (Metal Inert Gas) adalah pengelasan dengan gas nyala yang dihasilkan berasal dari busur nyala listrik, yang dipakai sebagai pencair metal yang di–las dan metal penambah. Perbedaan keduanya adalah pada gas yang digunakan dalam proses pengelasan. Proses MIG memakai gas mulia saja; Argon, Helium, sedangkan MAG menggunakan gas CO2 atau campuran dengan argon.
Pengelasan GMAW biasanya digunakan pada pengelasan fabrikasi steel structure material CS menggunakan CO2 atau campurannya. Sangat menguntungkan untuk tonase yang besar karena kecepatannya sangat tinggi (tanpa harus berhenti mengganti kawat las). Contoh filler dalam AWS: ER 70 S-6
- Metal Active Gas (MAG): Menggunakan elektroda logam, dengan gas pelindung tidak harus inert, misalnya CO2 (hanya untuk pengelasan carbon steel & low alloy steel).
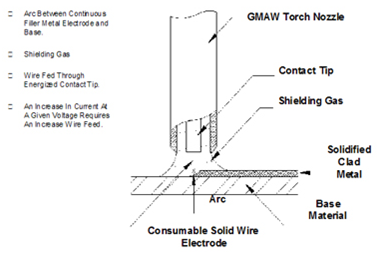
- Metal Inert Gas (MIG): Menggunakan elektroda logam dan menggunakan gas inert (Argon, Helium) untuk menghindari inklusi atau pengotor oksida. Gas inert sangat dibutuhkan untuk logam yang reaktif terhadap atmosfir udara seperti: Al, Mg, Ti.

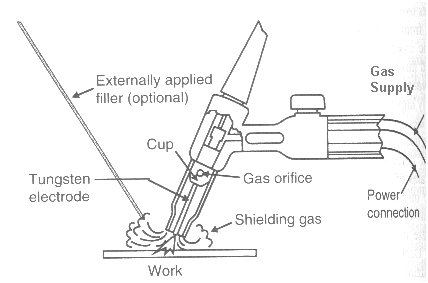
GTAW (Gas Tungsten Arch Welding) atau TIG (Tungsten Inert Gas)
GTAW (Gas Tungsten Arch Welding) atau TIG (Tungsten Inert Gas) adalah pengelasn dengan memakai busur nyala dengan tungsten/elektroda yang terbuat dari wolfram, sedangkan bahan penambah digunakan bahan yang sama atau sejenis dengan material induknya. Untuk mencegah oksidasi, dipakai gas kekal (inert) 99 % Argon (Ar) murni. Elektroda yang digunakan (tungsten) tidak ikut melebur, yang melebur adalah bahan pengisi (filler) biasa disebut welding rod. Busur listrik terjadi antara elektroda dan material dasar (base metal), sedangkan shielding gas digunakan untuk melindungi elektroda dan logam cair.
Proses pengelasan GTAW pada umumnya menggunakan pengaturan arus secara DCSP (DCEN/ direct current electrode negative) untuk material CS, SS, Ti. Sedangkan untuk pengelasan pengelasan Aluminium, magnesium menggunakan DCEP (direct current electrode positive). Gas yang digunakan adalah gas mulia; argon, helium atau campuran argon dan helium. Penggunaan proses GTAW dilapangan pada umumnya adalah Full GTAW, untuk pipa ketebalan ≤ 5 mm dengan diameter ≤ 4 inch untuk material CS atau material SS semua diameter. Selain itu juga digunakan pada plat tipis bahan SS atau pipa aluminium. Penggunaan berikutnya adalah sebagau Root saja (Filler & Capping dengan SMAW), biasanya digunakan untuk ketebalan pipa ≥ 6 mm baik material CS atau SS, atau untuk root welding pada pipa cladding. Contoh filler metal dalam AWS adalah ER70SG, ER80SG
- Tungsten Inert Gas (TIG): Elektrodanya khusus menggunakan Wolfram. Titik cair elektroda wolfram yang sampai 3410oC membuat ia tidak ikut mencair pada saat terjadi busur listrik. Menggunakan gas inert Argon dan atau Helium. Gas inert untuk logam yang reaktif terhadap atmosfir udara seperti: Al, Mg, Ti.
FCAW (Flux Cored Arch Welding)
FCAW (Flux Cored Arch Welding) pada hakikatnya hampir sama dengan proses pengelasan GMAW. Gas pelindungnya juga sama-sama menggunakan Karbon dioxida CO2. Biasanya, pada mesin las FCAW ditambah robot yang bertugas untuk menjalankan pengelasan biasa disebut dengan super anemo.
Proses pengelasan FCAW menggunakan elektroda berinti sebagai pengganti solid electrode dan digunakan untuk menyambung logam ferrous. Inti logam dapat berupa atau mengandung mineral, serbuk paduan besi dan material yang dapat berfungsi sebagai shielding gas, deoxidizer dan pembentuk slag. Penambahan ini dapat meningkatkan arc stability, sifat mekanik material dan membentuk kontur las. Contoh filler metal dalam AWS adalah E 81 T1 B2
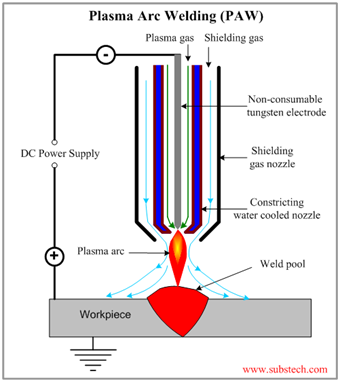
PAW (Plasma Arch Welding)
PAW (Plasma Arch Welding) adalah las listrik dengan plasma yang sejenis dengan GTAW hanya pada proses ini gas pelindung menggunakan bahan campuran antara Argon (Ar), Nitrogen (N) dan Hidrogen (H) yang lazim disebut dengan plasma. Plasma adalah gas yang luminous dengan derajat pengantar arus dan kapasitas termis / panas yang tinggi dapat menampung tempratur diatas 5000° C
PAW sama dengan TIG menggunakan elektroda wolfram (tidak meleleh), filler diumpan secara manual. Perbedaannya pada PAW tedapat gas plasma yang mengandung ion positif dan negatif, sehingga hasil penetrasi dari PAW lebih dalam karena konsentrasi energi lebih besar, dan daerah Heat Affected Zone (HAZ) relatif lebih kecil karena ada plasma gas, stabilitas busur lebih baik dari TIG.
OAW (Oxigen Acetylene Welding)
OAW (Oxigen Acetylene Welding) adalah sejenis dengan las karbid / las otogen. Panas yang didapat dari hasil pembakaran gas acetylene (C2H2) dengan zat asam atau Oksigen (O2). Ada juga yang sejenis las ini dan memakai gas propane (C3H8) sebagai ganti acetylene. Ada pula yang memakai bahan pemanas yang terdiri dari campuran gas hidrogen (H) dan zat asam (O2) yang disebit OHW (Oxy Hidrogen Welding)
EXW (Explosion Welding)
EXW (Explosion Welding) adalah las yang sumber panasnya didapatkan dengan meledakkan amunisi yang dipasang pada suatu mold/cetakan pada bagian tersebut dan mengisi cetakan yang tersedia. Cara ini sangat praktis untuk menyambung kawat baja / wire rope, slenk.
Cara pelaksanaannya adalah ujung-ujung tambang kawat dimasukkan ke dalam mold yang telah terisi amunisi selanjutnya serbuk ledak tersebut dinyalakan dengan pemantik api, maka terjadilah reaksi kimia eksotermis yang sangat cepat sehingga menghasilkan suhu yang sangat tinggi sehingga terjadilah ledakan. Ledakan tersebut mencairkan kedua ujung kawat baja yang terdapat didalam mold tadi, sehingga cairan metal terpadu dan mengisi ruangan yang tersedia didalam mold.
Friction Welding
Friction Welding menggunakan 2 buah benda kerja ditekan dan diputar sehingga akibat friksi keduanya akan timbul panas yang selanjutnya dipakai untuk proses penyambungan.

Friction Stir Welding
Friction Stir Welding adalah penyambungan dua buah logam dengan menggunakan probe yang berputar serta berjalan, menghasilkan gesekan, lalu menimbulkan panas, lalu logam menjadi plastis tapi tidak sampai meleleh dan terjadi penyambungan di antara keduanya.

Spot Welding
Spot Welding menggunakan dua elektroda yang berbentuk silinder diletakkan pada kedua permukaan logam, lalu ditekan. Panas yang dihasilkan dari tahanan dikombinasikan dengan pemberian tekanan yang akan menghasillkan Spot Welding, panas tersebut akan berakibat terbentuknya nugget pada permukaan sambungan dari dua benda kerja.

Seam Welding
Seam Welding menggunakan prinsip panas yang dihasilkan sama dengan spot welding, namun Pengelasan dilakukan dibanyak titik (continuous) yang Menghasilkan banyak nugget yang berurutan.

Projection Welding
Projection Welding mengkonsentrasikan arus dan tekanan elektroda pada daerah yang akan dilas yang telah dipersiapkan sebelumnya sehingga aliran arus terfokus pada titik kontak yang terbatas.

Flash Welding
Flash welding mengkombinasikan tekanan dari samping dan panas dari arus listrik. Salah satu dari jenis Resistance welding, dimana tahanan dihasilkan dari gap atau celah antara 2 komponen.

Laser Beam Welding
Laser Beam Welding menggunakan panas yang dihasilkan dari laser (energi radiasi elektromagnetik).

Posisi Pengelasan
Posisi mengelas terdiri dari empat macam yaitu:
1. Posisi di Bawah Tangan
Posisi di bawah tangan yaitu suatu cara pengelasan yang dilakukan pada permukaan rata/datar dan dilakukan dibawah tangan. Kemiringan elektroda las sekitar 10º – 20º terhada garis vertikal dan 70º – 80º terhadap benda kerja.
2. Posisi Tegak (Vertikal)
Mengelas posisi tegak adalah apabila dilakukan arah pengelasannya keatas atau kebawah. Pengelasan ini termasuk pengelasan yang paling sulit karena bahan cair yang mengalir atau menumpuk diarah bawah dapat diperkecil dengan kemiringan elektroda sekitar 10º – 15º terhada garis vertikal dan 70º – 85º terhadap benda kerja.
3. Posisi Datar (Horisontal)
Mengelas dengan horisontal biasa disebut juga mengelas merata dimana kedudukan benda kerja dibuat tegak dan arah elektroda mengikuti horisontal. Sewaktu mengelas elektroda dibuat miring sekitar 5º – 10º terhada garis vertikal dan 70º – 80º kearah benda kerja.
4. Posisi di Atas Kepala (Over Head)
Posisi pengelasan ini sangat sukar dan berbahaya karena bahan cair banyak berjatuhan dapat mengenai juru las, oleh karena itu diperlukan perlengkapan yang serba lengkap antara lain: Baju las, sarung tangan, sepatu kulit dan sebagainya. Mengelas dengan posisi ini benda kerja terletak pada bagian atas juru las dan kedudukan elektroda sekitar 5º – 20º terhada garis vertikal dan 75º – 85º terhadap benda kerja
source:
pengelasan.net
achmadarifin.com
www.maritimeworld.web.id
LAS
untukDefinisi Pengelasan
untukPengelasan SMAW
untukJenis Pengelasan
untukProses Pengelasan
untukMacam - Macam Elektroda/Kawat Las (Welding Electrode)
untukMacam - Macam Cacat Las
untukKualifikasi Welder
untukTungsten Inert Gas (TIG) Welding / GTAW Argon (Gas Tungsten Arc Welding)
Mulai Belanja di Madany Land Property
Temukan Kami di FACEBOOK
 Temukan Kami di Bukalapak
Temukan Kami di Bukalapak
 Temukan Kami di INSTAGRAM
Temukan Kami di INSTAGRAM
 Temukan Kami di SHOPEE
Temukan Kami di SHOPEE
 Temukan Kami di TOKOPEDIA
Temukan Kami di TOKOPEDIA


